Стандартом ГОСТ 2.310—68 (СТ СЭВ 367—76) установлены следующие правила нанесения на чертежах указаний о термической и химико-термической обработке, обеспечивающей получение необходимых свойств материала детали, должны содержать показатели свойств, которые будут получены в результате проведения необходимых технологических процессов.
Твердость :
НВ (по Бринелю),
HV (по Виккерсу),
HRA (по Роквеллу, шкала А),
HRB (по Роквеллу, шкала В),
HRCэ (по Роквеллу, шкала Сэ).
Ударная вязкость: ( σв ) ;
Предел упругости: ( σу ) ;
Предел прочности: ( ак ) .
Для обозначения глубины обработки на технических чертежах используется символ h.
Чтобы обозначить глубину, на которую должна производиться обработка, а также необходимую твердость материала, используются предельные значения « от…до », к примеру: h0,6…0,8; 30…35 HRC.
Тогда, когда это обосновано с технической точки зрения, действующие стандарты допускают обозначать эти величины их номинальными значениями с указанием предельных отклонений, к примеру: 0,8±0,1; (43±3) НRС.
При нанесении текстовой информации о величинах свойств материалов на чертеже допускается применять знаки ≤ или ≥, например: σв ≥ 1300 кгс/см2 , твердость ≥ 650 HV и т.п.
Существуют разновидности термической обработки, результаты проведения которой контролю не подвергаются (таковой, к примеру, является отжиг). Кроме того, технологический процесс изготовления деталей нередко предполагает проведения только одного вида обработки, гарантирующего достижения всех требуемых свойств материала и долговечности изготавливаемой детали.
Если всю деталь подвергают термообработке одного вида, то в технических требованиях чертежа приводят требуемые показатели свойств материала; запись типа:
а) НВ235...265 или НВ250+/-15;
б) HRC44...50 или HRC47+/-3;
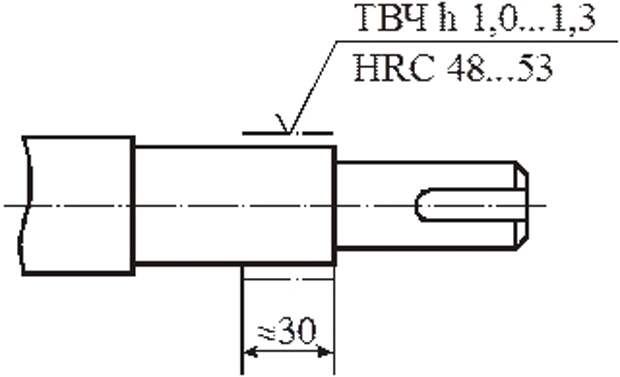
в) ТВЧ h1,6...2,0, HRC50...56 или ТВЧ h1,8.+/-0,2, HRC53+/-3;
г) Цементировать h 0,8...1,2 или h1,0+/-0,2 или h = 0,8...1,2; HRC56...62 или HRC5+/-3
д) Отжечь
Если термообработке подвергают отдельный участок детали, то его обводят на чертеже утолщенной штриховой пунктирной линией, а на полке линии выноски наносят показатели свойств материала. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.
Если всю деталь подвергают одному виду термообработки, а некоторые ее части другому или оставляют без обработки, в технических требованиях делают запись по типу:
а) "HRC 51..56, кроме места, обозначенного особо".
б) "HRC 65..70, кроме поверхности А".

В тех случаях, когда симметричные поверхности или участки деталей обрабатываются одинаково, все они отмечаются утолщенной штрихпунктирной линией. Указание свойств материала делается только один раз.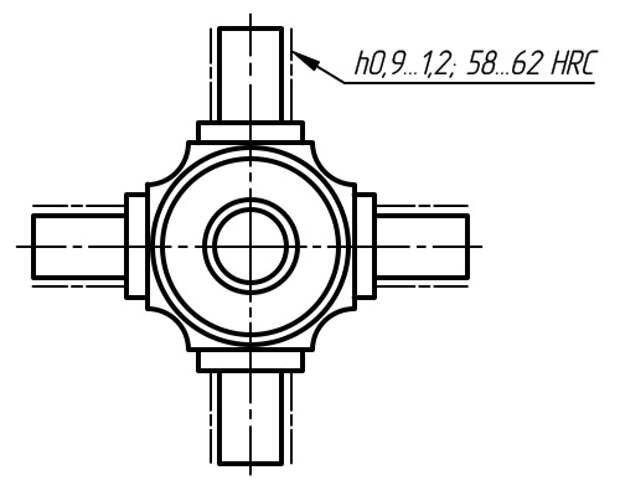
Место испытания твердости
В случае если это необходимо, место проверки показателя твердости обозначают на чертеже в зоне требуемой твердости.
